



- 產(chǎn)品介紹
- 技術(shù)支持
- M+M 課堂
- 購買
- 新聞
- Mastercam 助力 2021全國職業(yè)院校技能大賽 - 復(fù)雜部件數(shù)控多軸聯(lián)動(dòng)加工技術(shù)賽項(xiàng)
- Mastercam 將支持山西省國防科技工業(yè)職工職業(yè)技能大賽
- Mastercam 培訓(xùn)丨關(guān)于舉辦高效加工及數(shù)字化管理技術(shù)師資培訓(xùn)班的通知
- Mastercam 助力 2021全國職業(yè)院校技能大賽 - 數(shù)控綜合應(yīng)用技術(shù)賽項(xiàng)
- CNCC 9 - Mastercam 支持競賽選手再創(chuàng)佳績
- CIMT 2021丨Mastercam 助力中國職教發(fā)展,推進(jìn)高技能人才建設(shè)
- 線上培訓(xùn)丨Mastercam 2022 全國職業(yè)院校技能大賽賽前培訓(xùn)
- Mastercam 持續(xù)助力2022全國職業(yè)院校技能大賽 - 廣東省選拔賽“數(shù)控綜合應(yīng)用技術(shù)”賽項(xiàng)
- 線上培訓(xùn)丨Mastercam 智能制造應(yīng)用技術(shù)專題解析
- 提升 Mastercam 綜合應(yīng)用能力,助力高技能人才培養(yǎng)丨天津區(qū)域培訓(xùn)活動(dòng)
- 關(guān)于昊威

大家好,歡迎觀看本期制造智庫。在前幾期中,我們已經(jīng)介紹了Mastercam 2025 版本中的十個(gè)主要更新的功能,以幫助大家快速掌握Mastercam 2025 的應(yīng)用。
在本期內(nèi)容中,我們將重點(diǎn)介紹 Mastercam 中自定義螺紋策略的使用方法。以及應(yīng)用自定義螺紋策略來去除扣頭扣尾,從而讓螺紋達(dá)到技術(shù)要求。
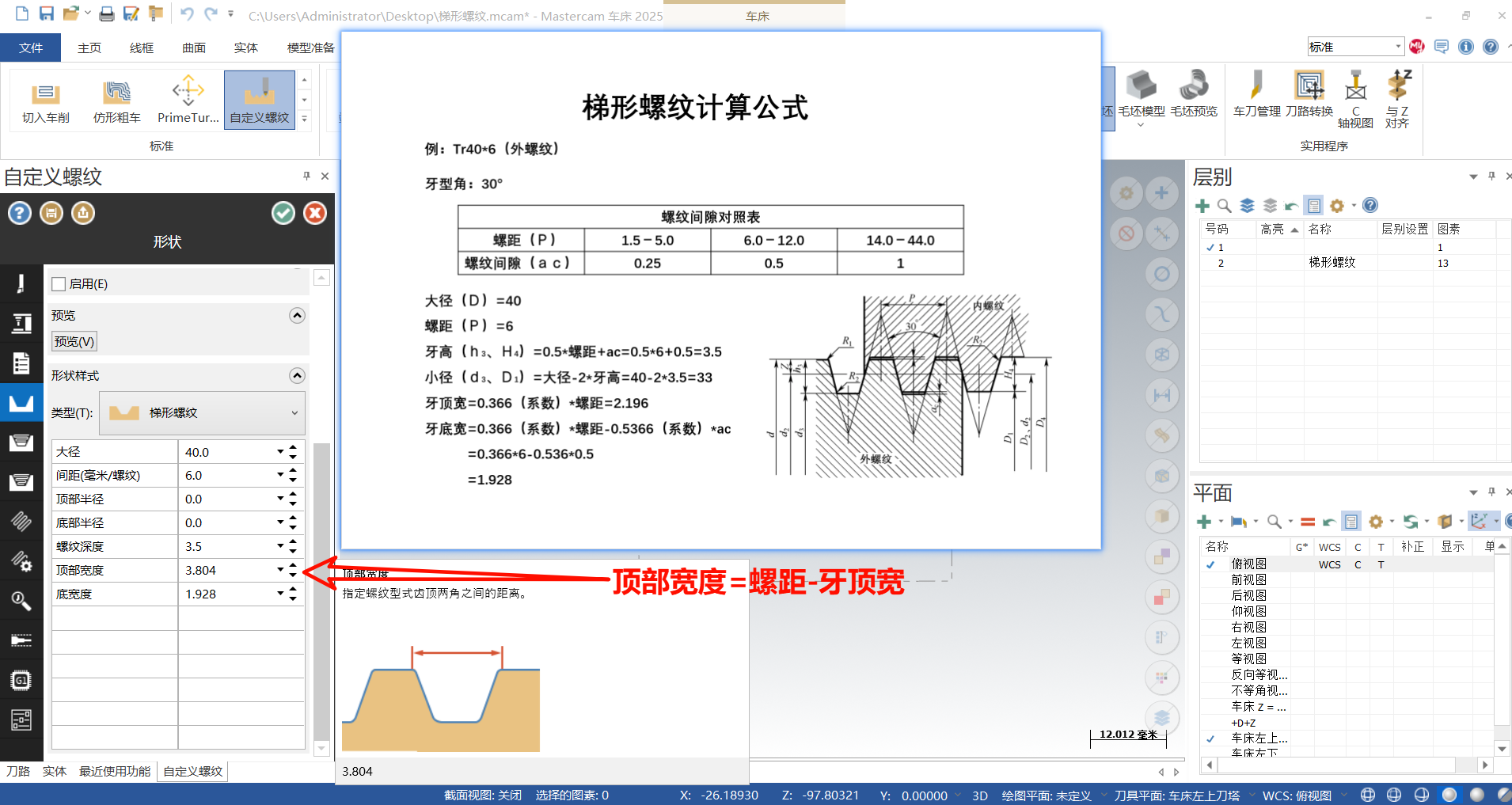
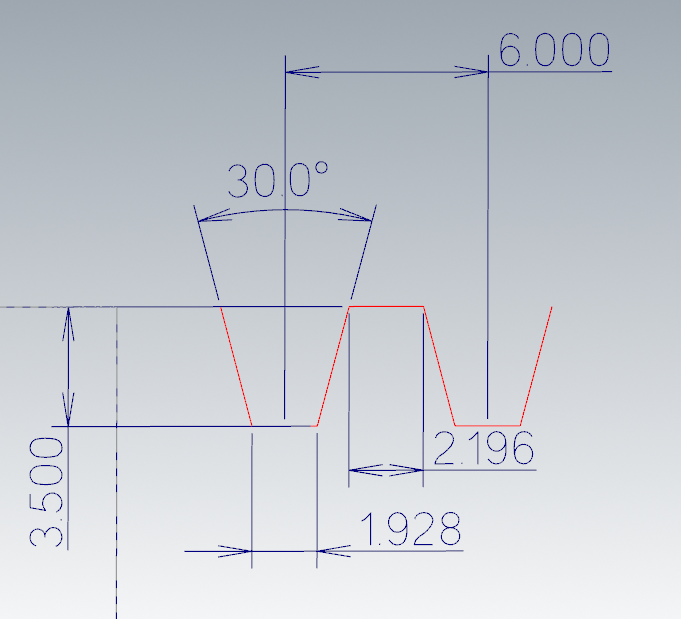
在本期將以Tr40*6的梯形螺紋進(jìn)行演示
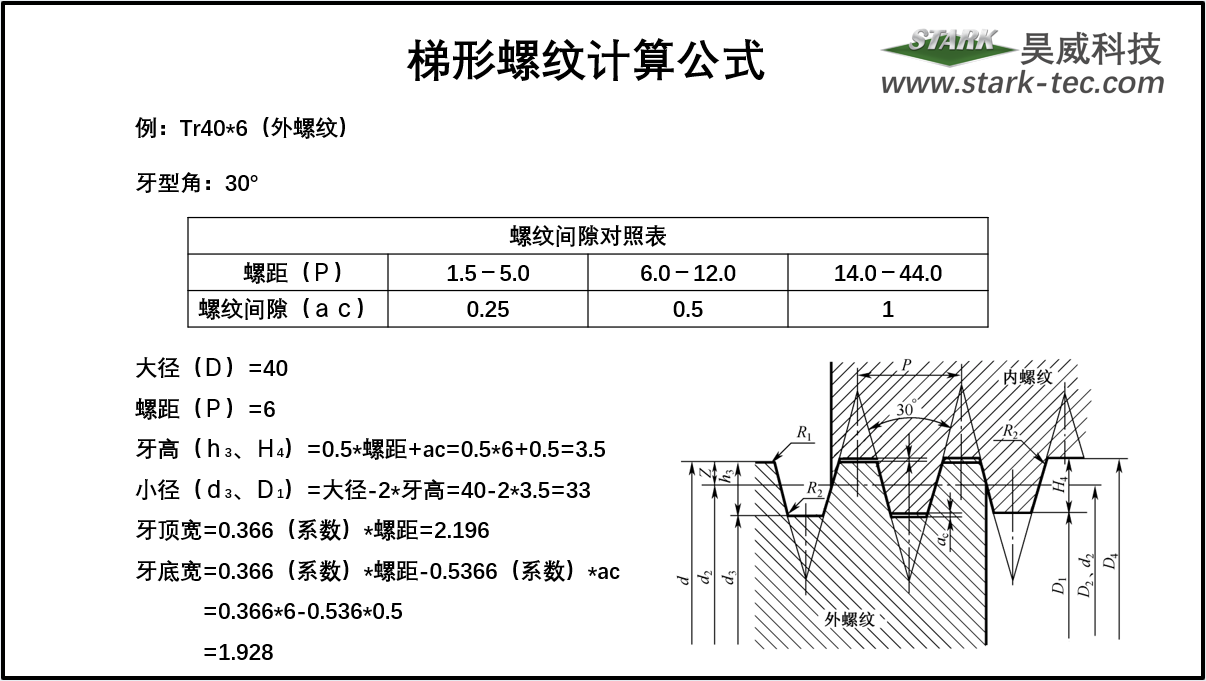
以上為梯形螺紋的計(jì)算公式
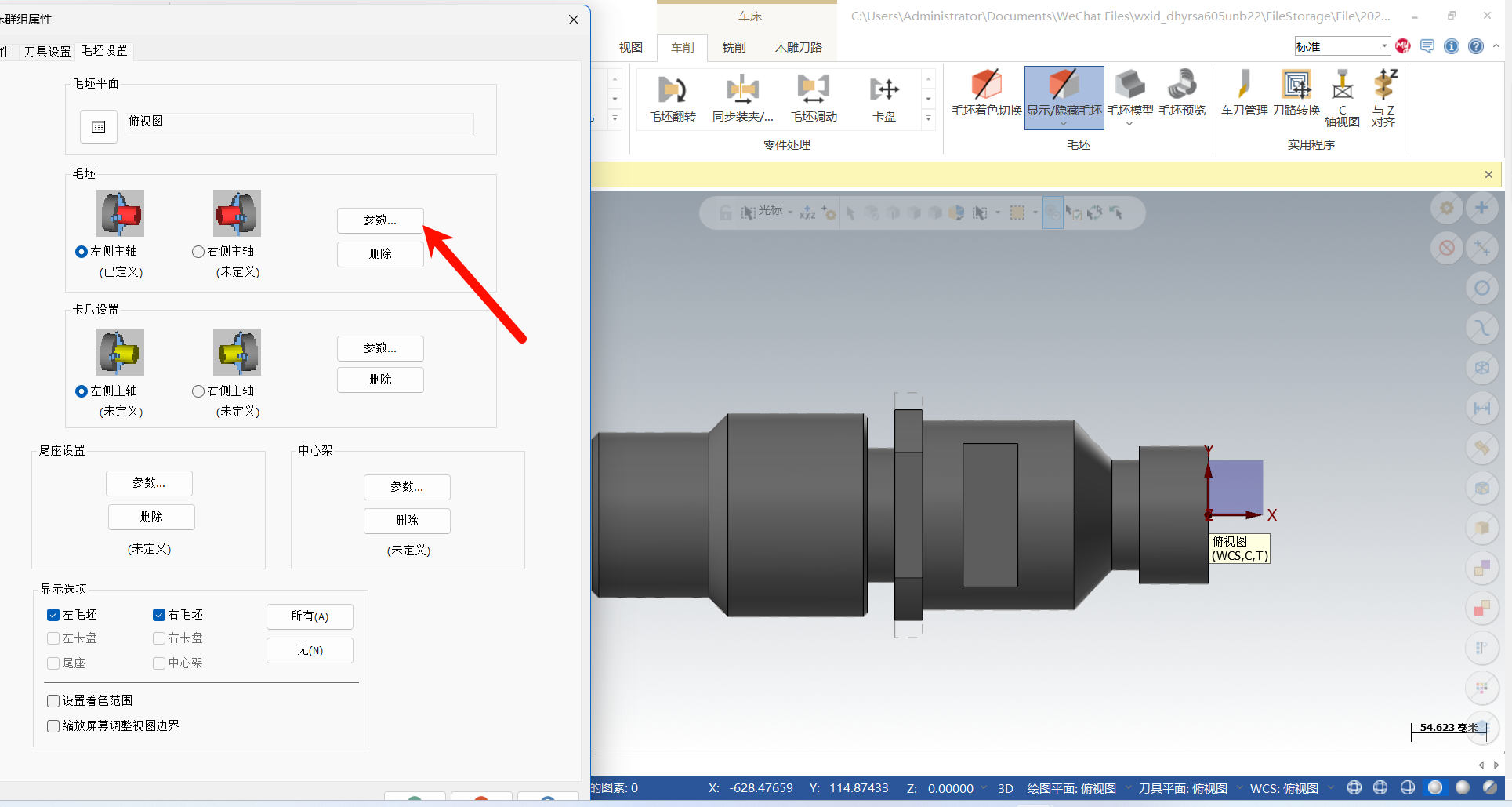
1.在進(jìn)行自定義螺紋的加工前,要先設(shè)定零件毛坯;
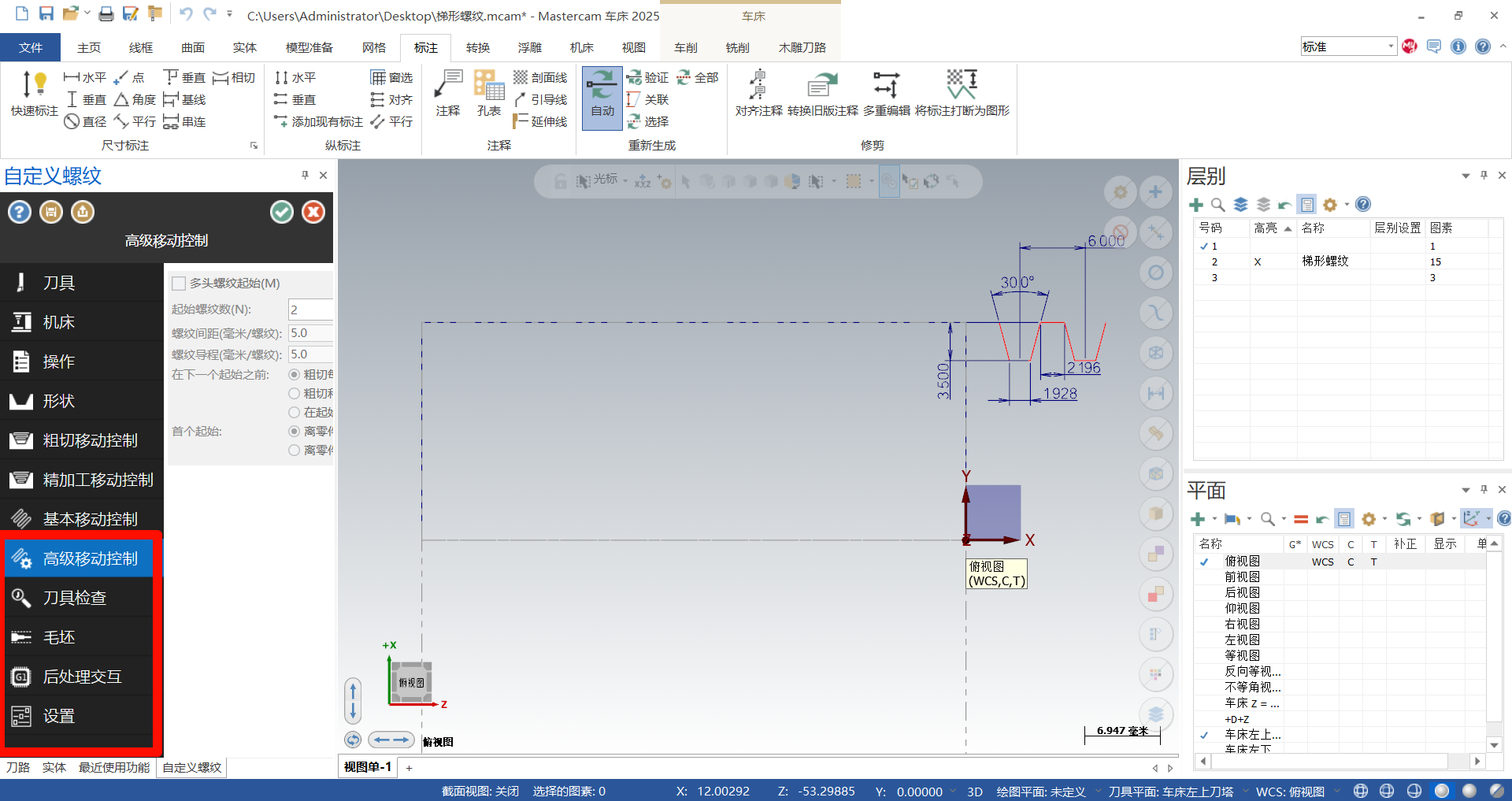
2.選擇自定義螺紋策略并設(shè)置相關(guān)參數(shù);

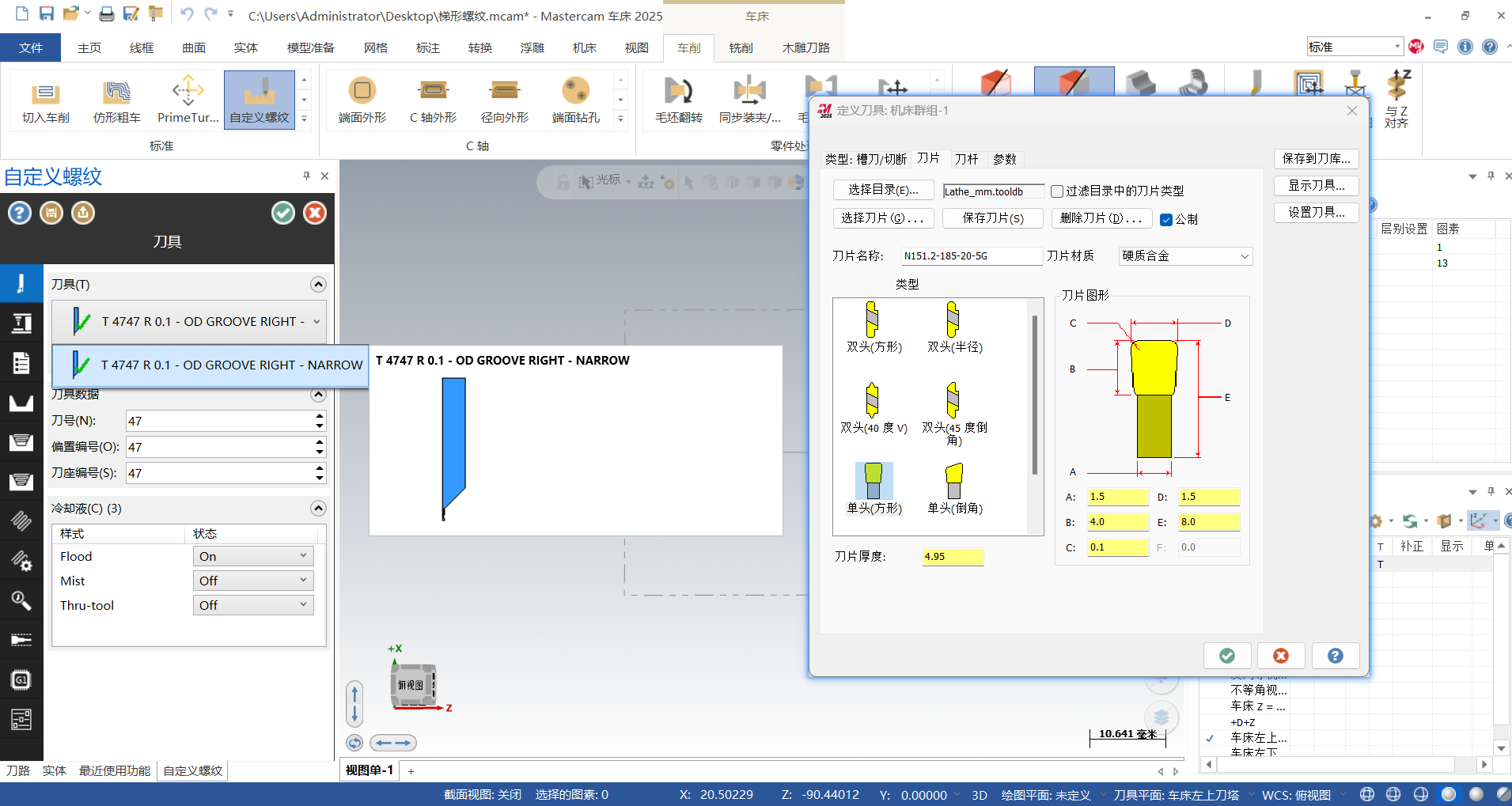
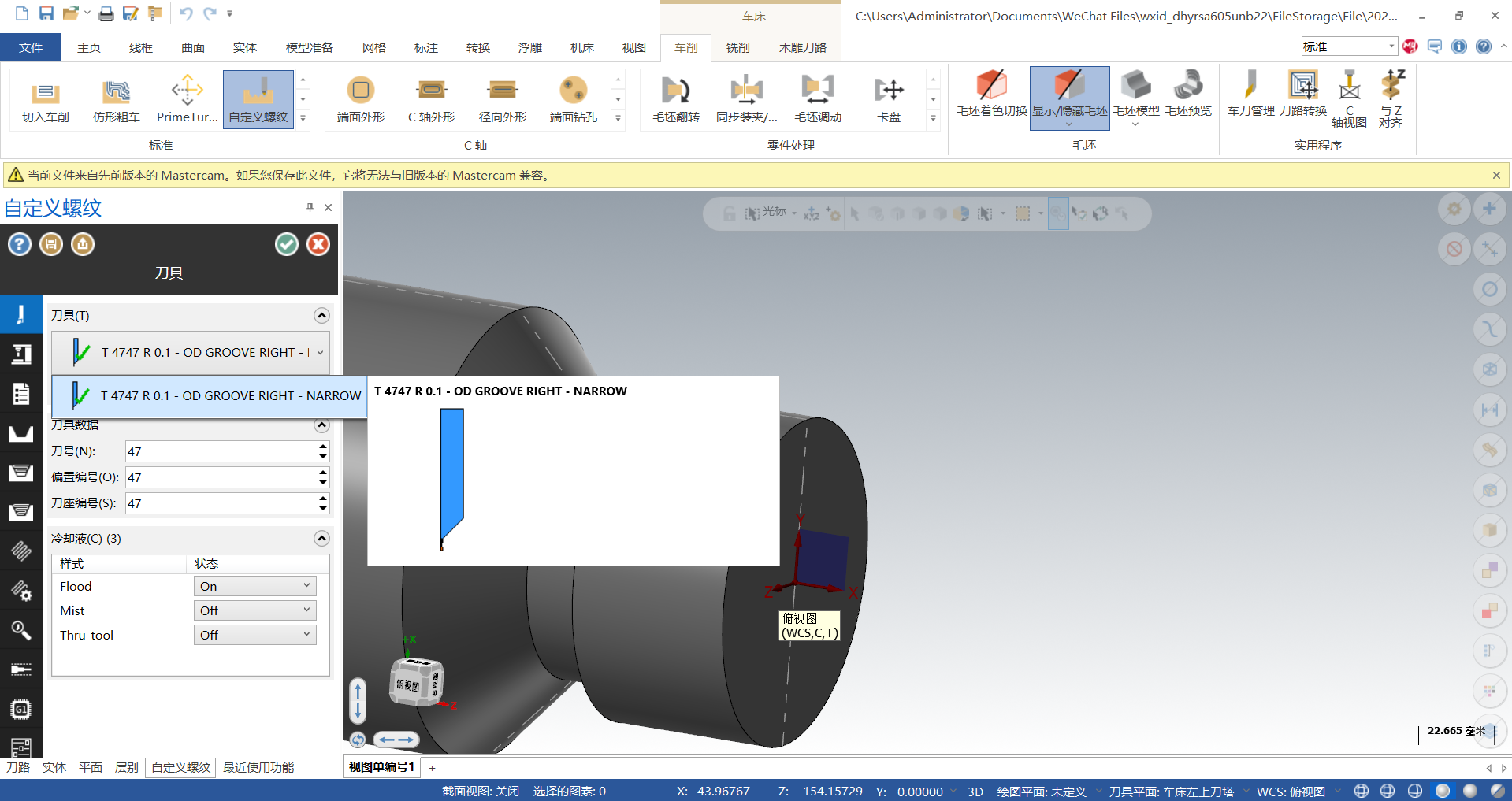
3.當(dāng)使用外圓槽刀進(jìn)行加工時(shí),需確保槽刀的切寬小于螺紋牙底寬(1.928mm);
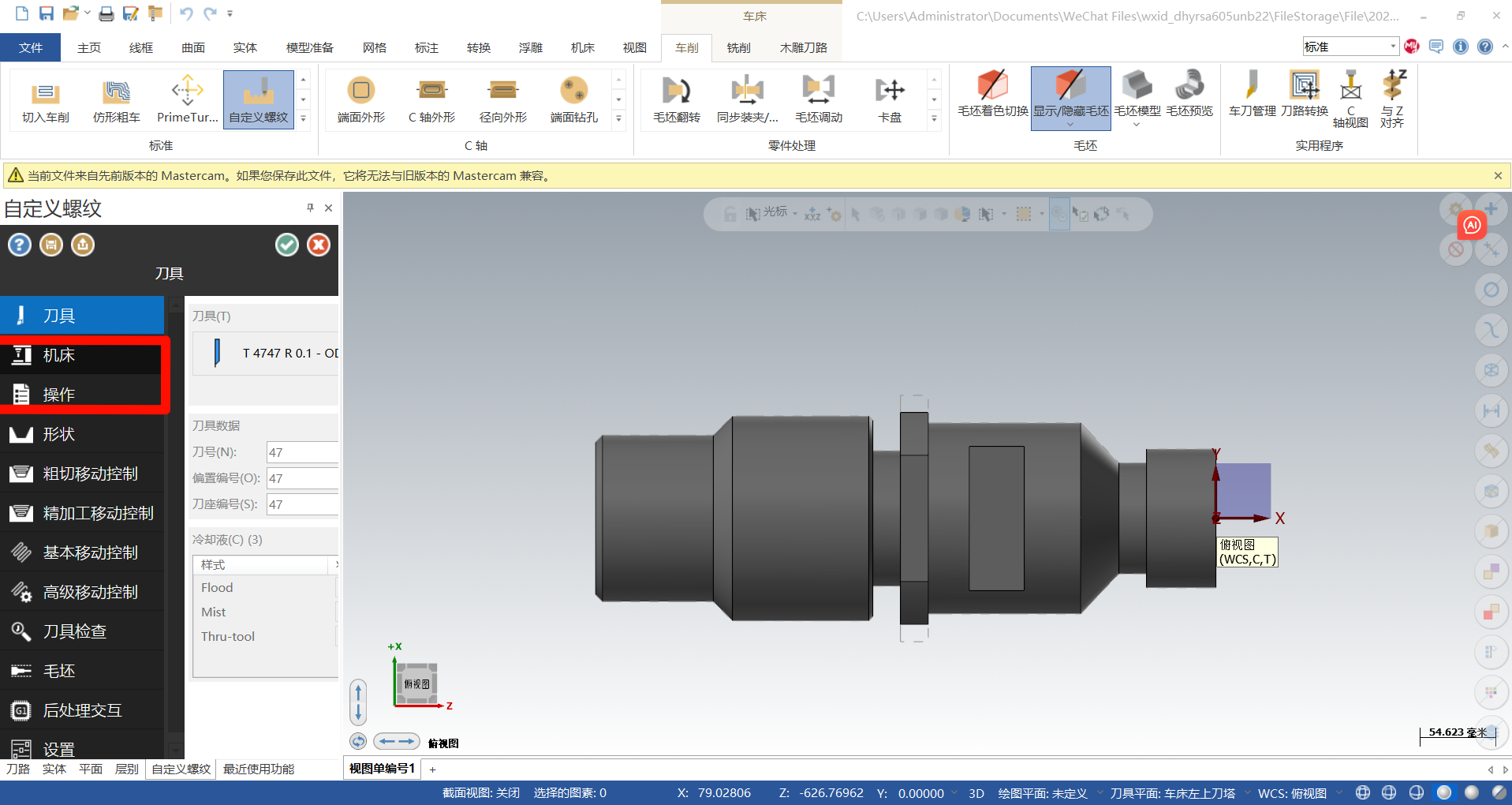
4.機(jī)床與操作的參數(shù)根據(jù)實(shí)際情況進(jìn)行設(shè)定即可;
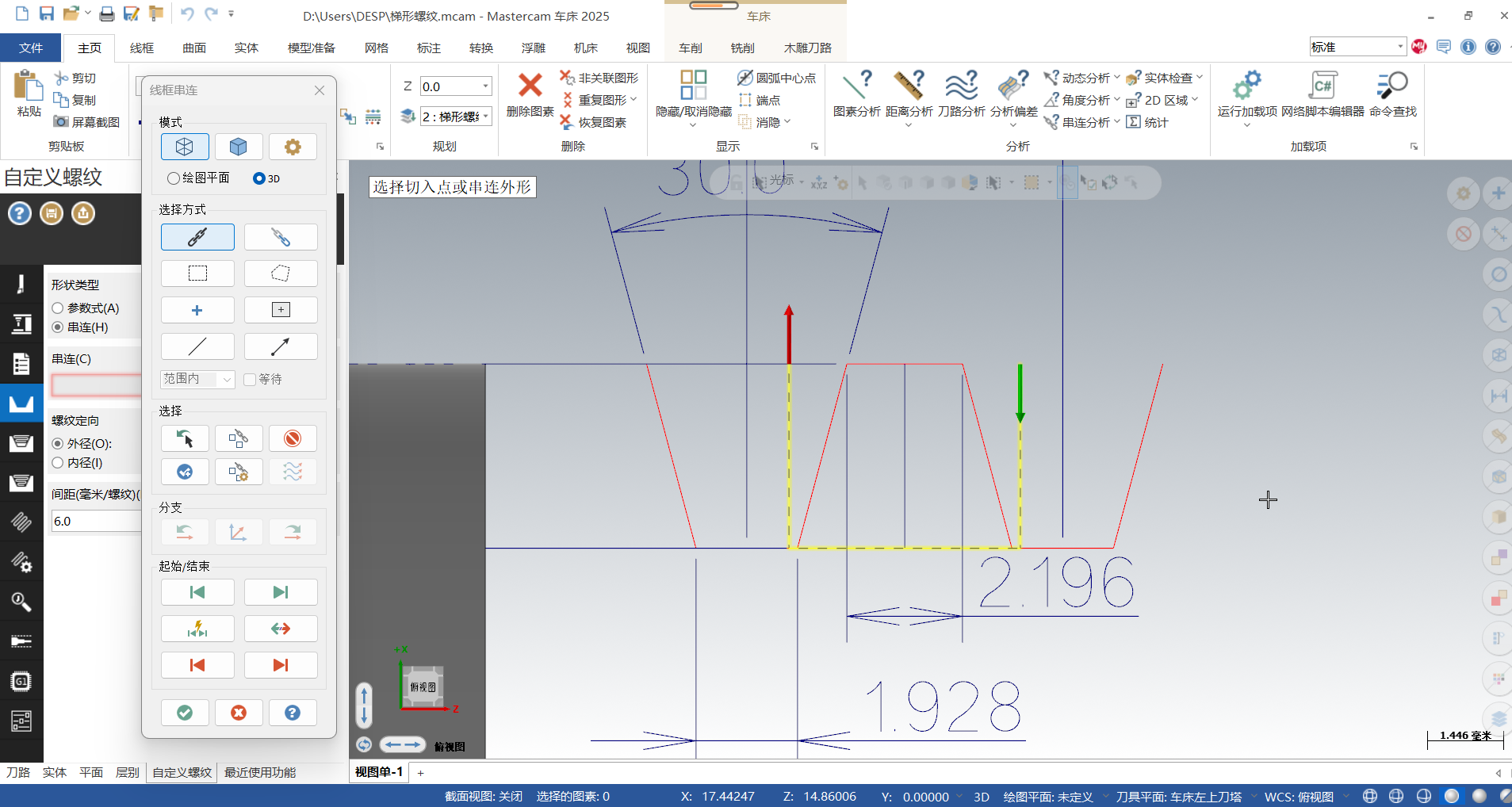
5.在設(shè)置螺紋形狀時(shí),自定義螺紋策略提供了“參數(shù)式”與“串聯(lián)”兩種方法;
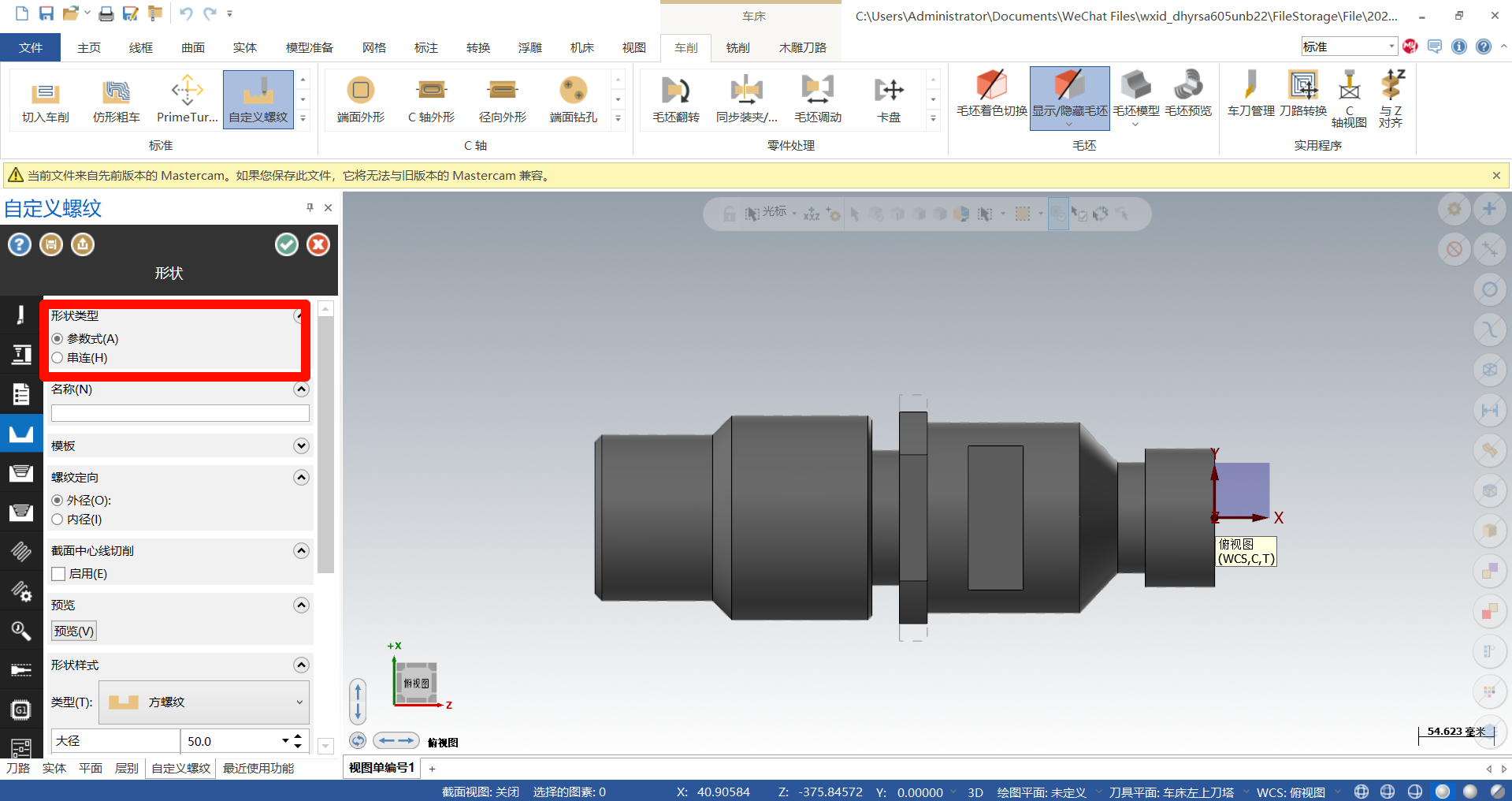
方法①:參數(shù)式
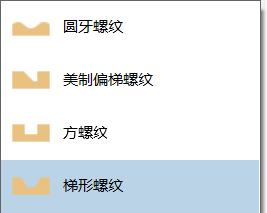
參數(shù)式創(chuàng)建螺紋,為大家提供了四種常用的螺紋樣式;
只需根據(jù)所加工螺紋規(guī)格進(jìn)行參數(shù)的設(shè)定即可。
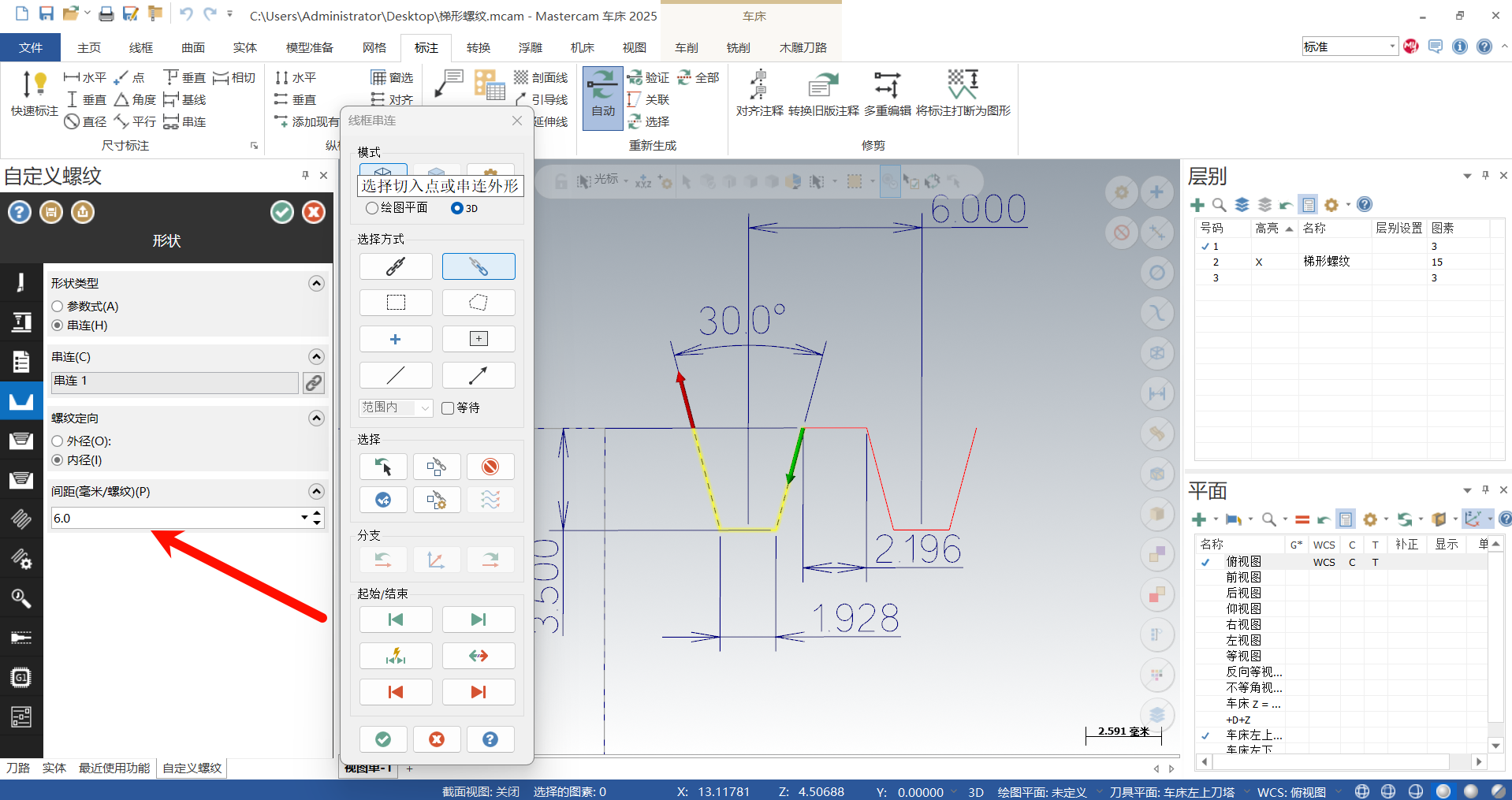
方法②:串聯(lián)
使用串聯(lián)去設(shè)置螺紋的話,需要繪制螺紋的形狀;
完成后使用串聯(lián)去選擇螺紋形狀圖素,并設(shè)置螺距。
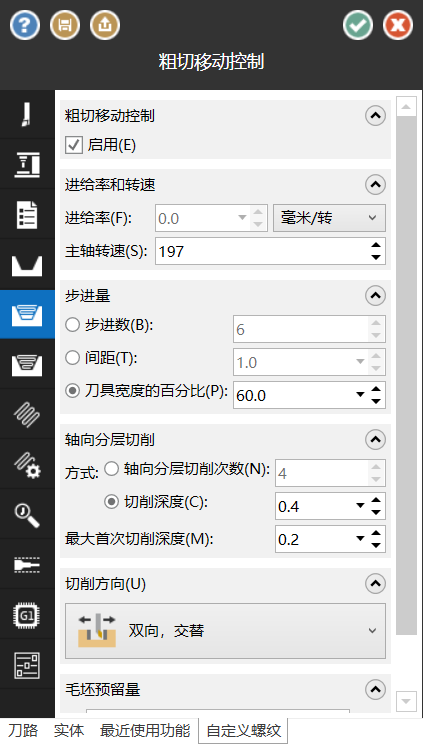
6.完成粗、精加工參數(shù)的設(shè)置;

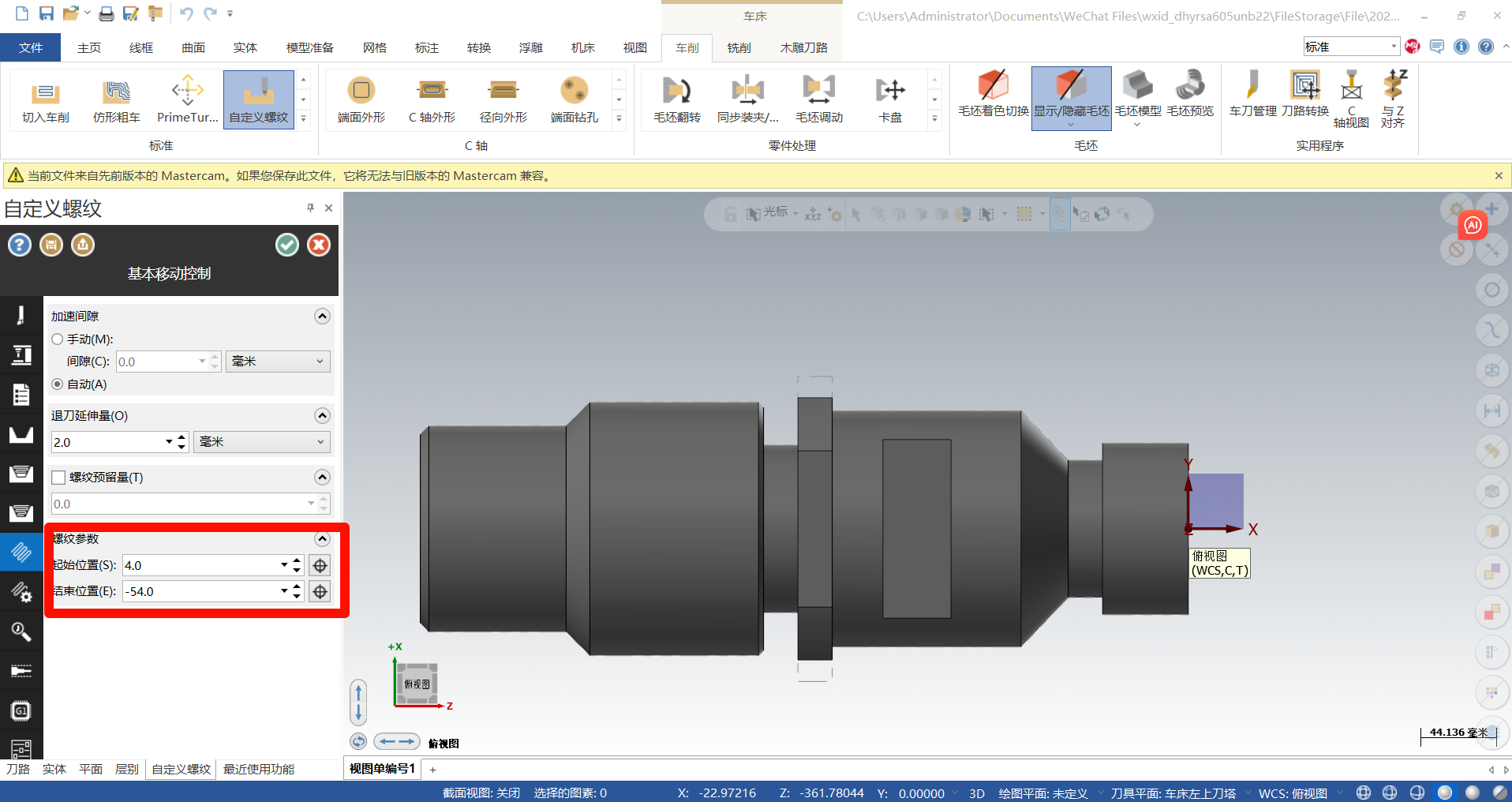
7.在基本移動(dòng)控制頁面中,主要設(shè)置螺紋的起始與結(jié)束位置;例如,如果加工區(qū)域的起點(diǎn)為0,零件長50mm,則可以設(shè)置起始位置為4,結(jié)束位置為-54;
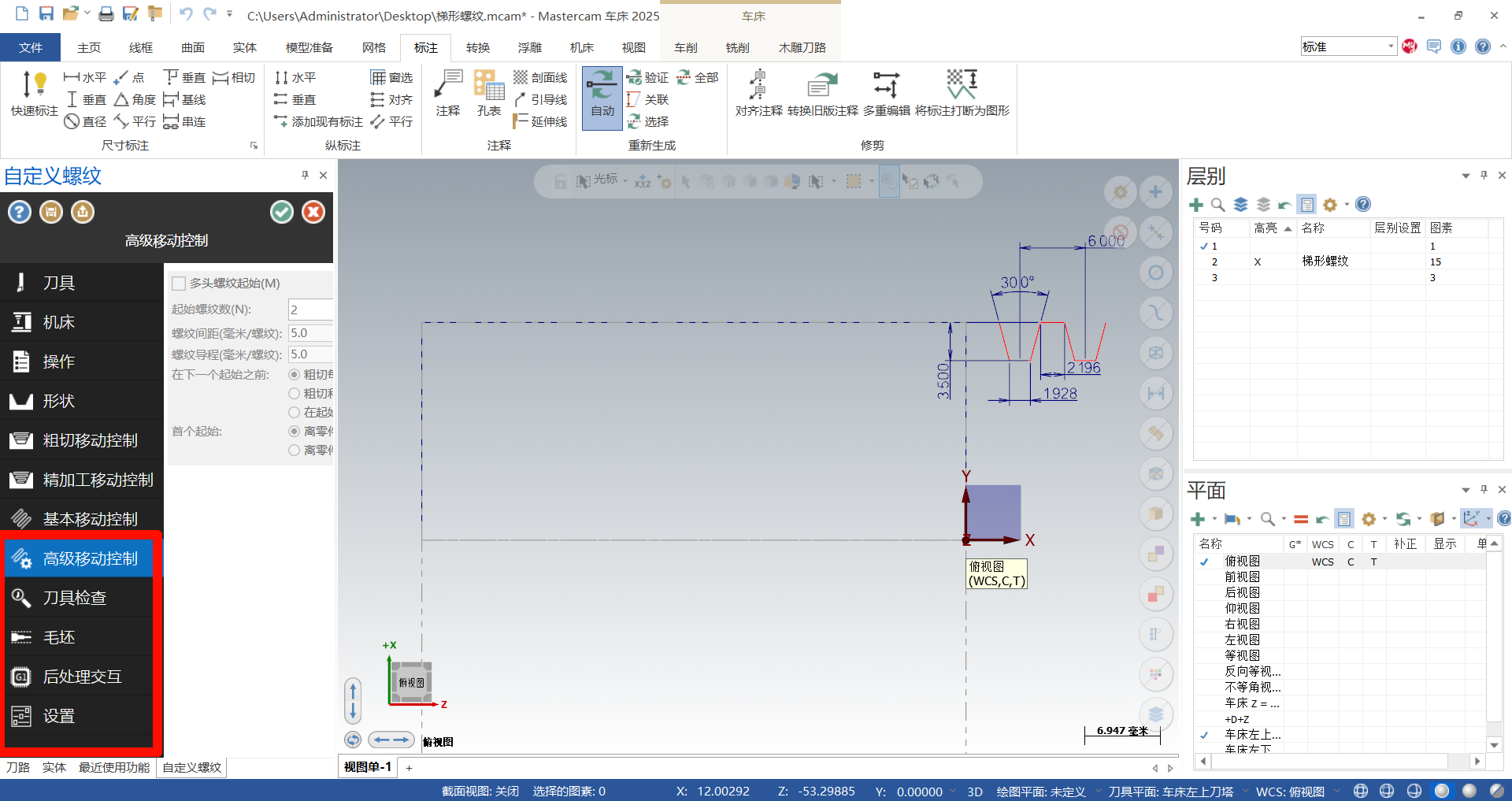
8.完成基本移動(dòng)控制的設(shè)置后,根據(jù)實(shí)際的加工情況來調(diào)整后續(xù)幾個(gè)參數(shù);
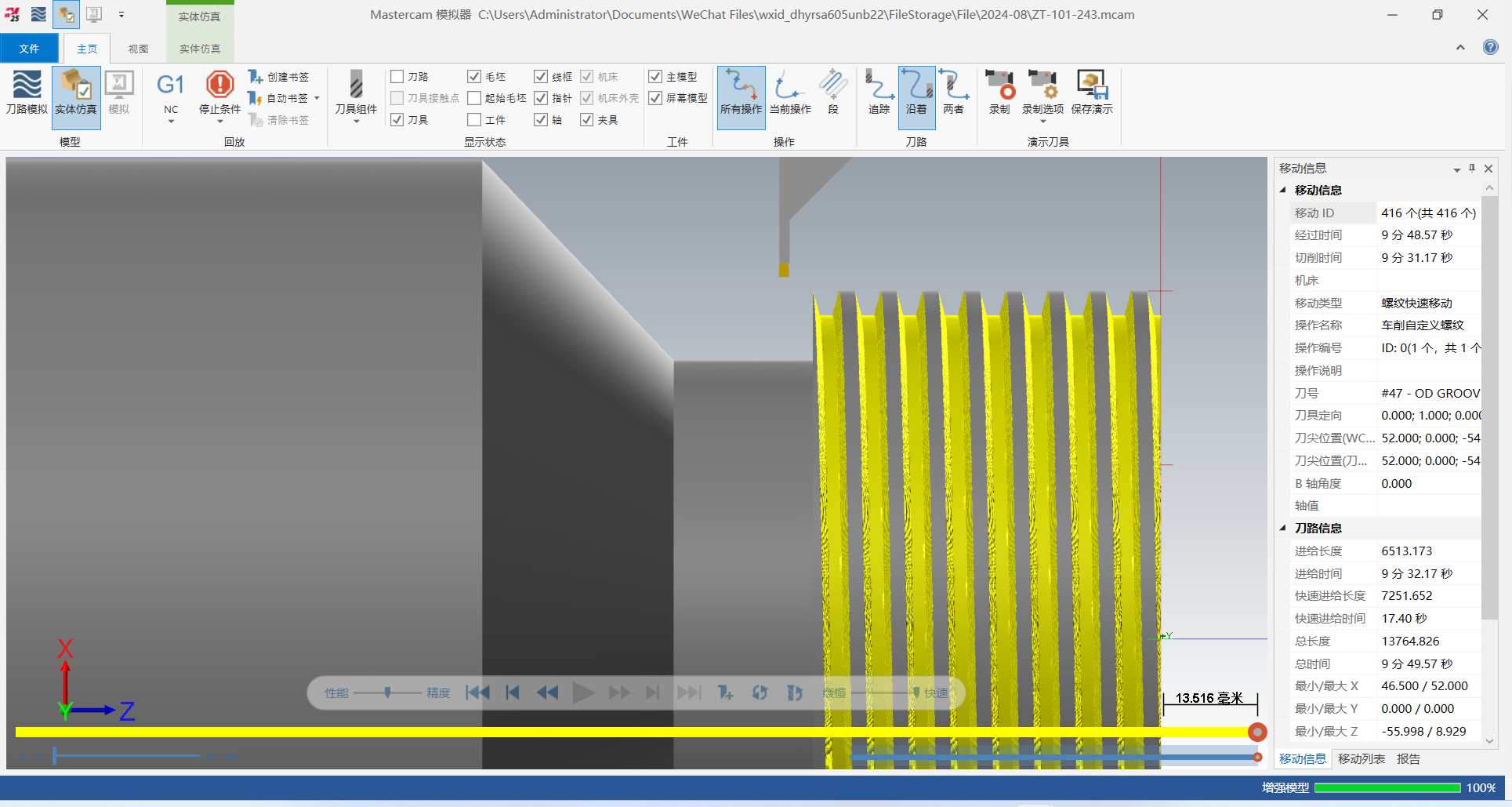
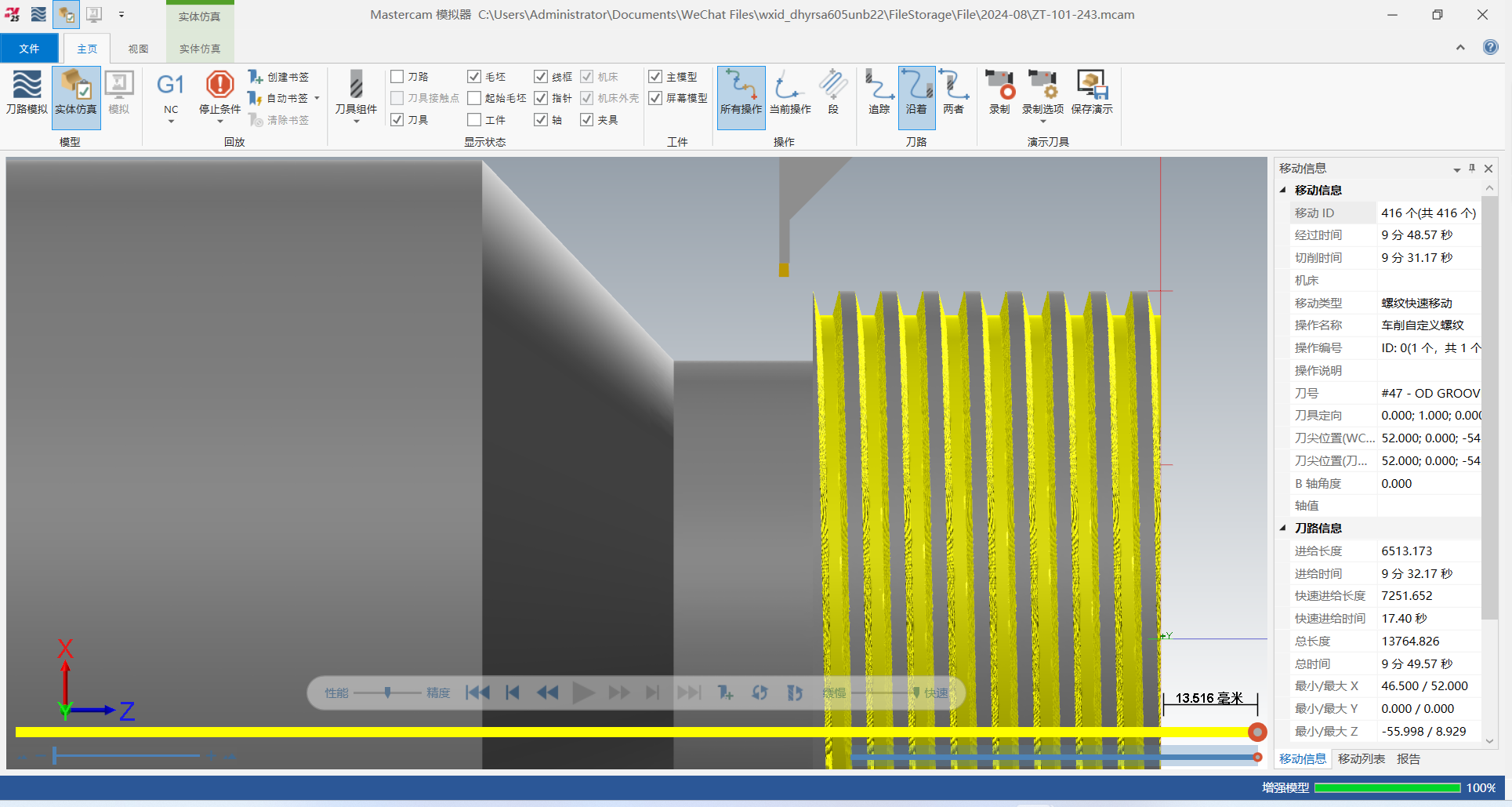
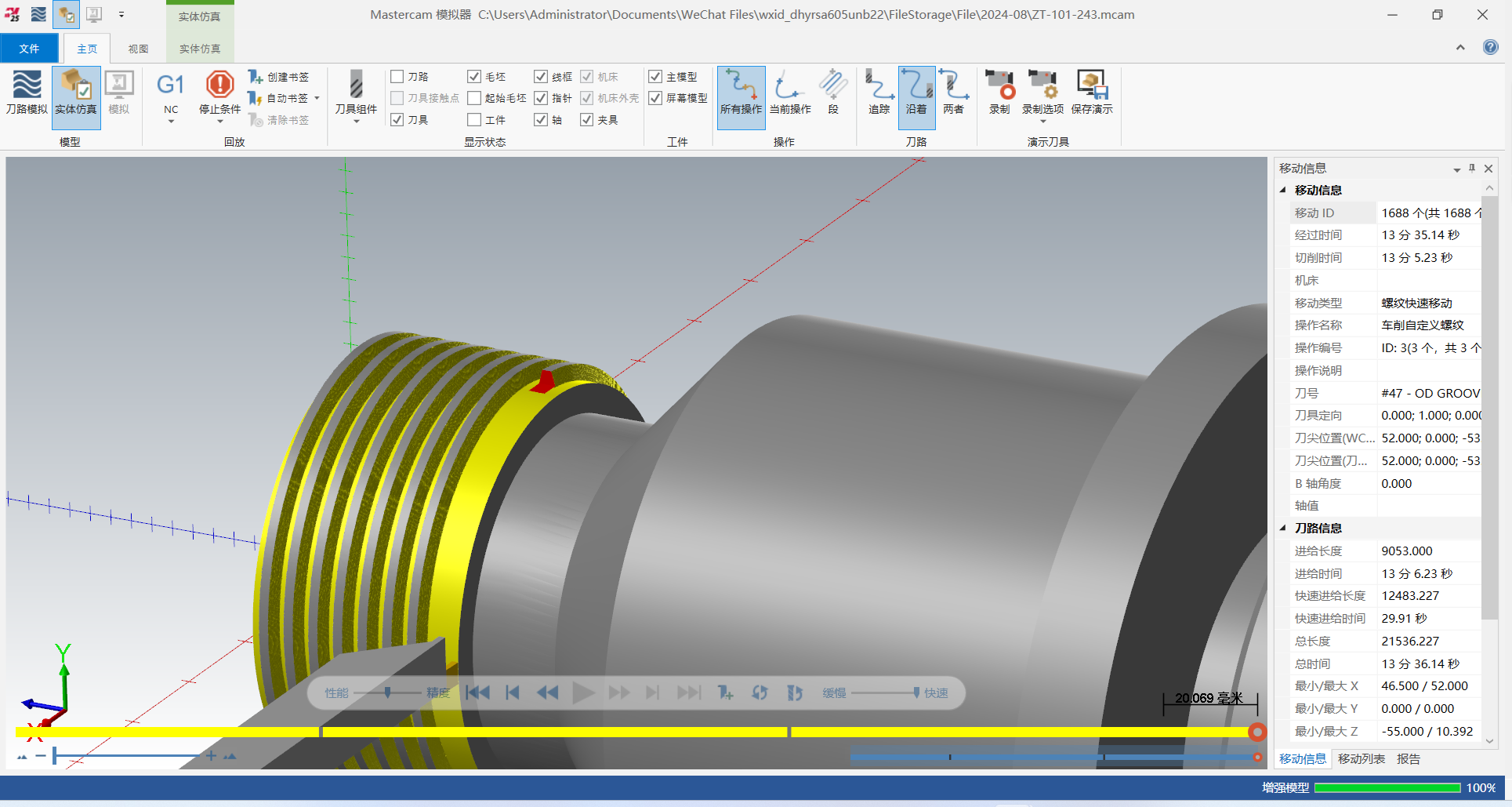
9.程序生成后,進(jìn)行實(shí)體仿真以確保刀路軌跡正確無誤。
以上是關(guān)于Mastercam自定義螺紋的應(yīng)用介紹。
接下來,我們將探討如何利用自定義螺紋策略來清除螺紋首尾,以達(dá)到技術(shù)要求。在程序生成過程中需要特別注意,扣頭、扣尾的加工是基于螺距設(shè)置的,因此在設(shè)定參數(shù)時(shí)必須小心謹(jǐn)慎,以避免過切。此文章根據(jù)去除螺紋首尾半扣為例。
1.在進(jìn)行參數(shù)設(shè)置時(shí),確保加工刀具與進(jìn)行螺紋加工的刀具一致;
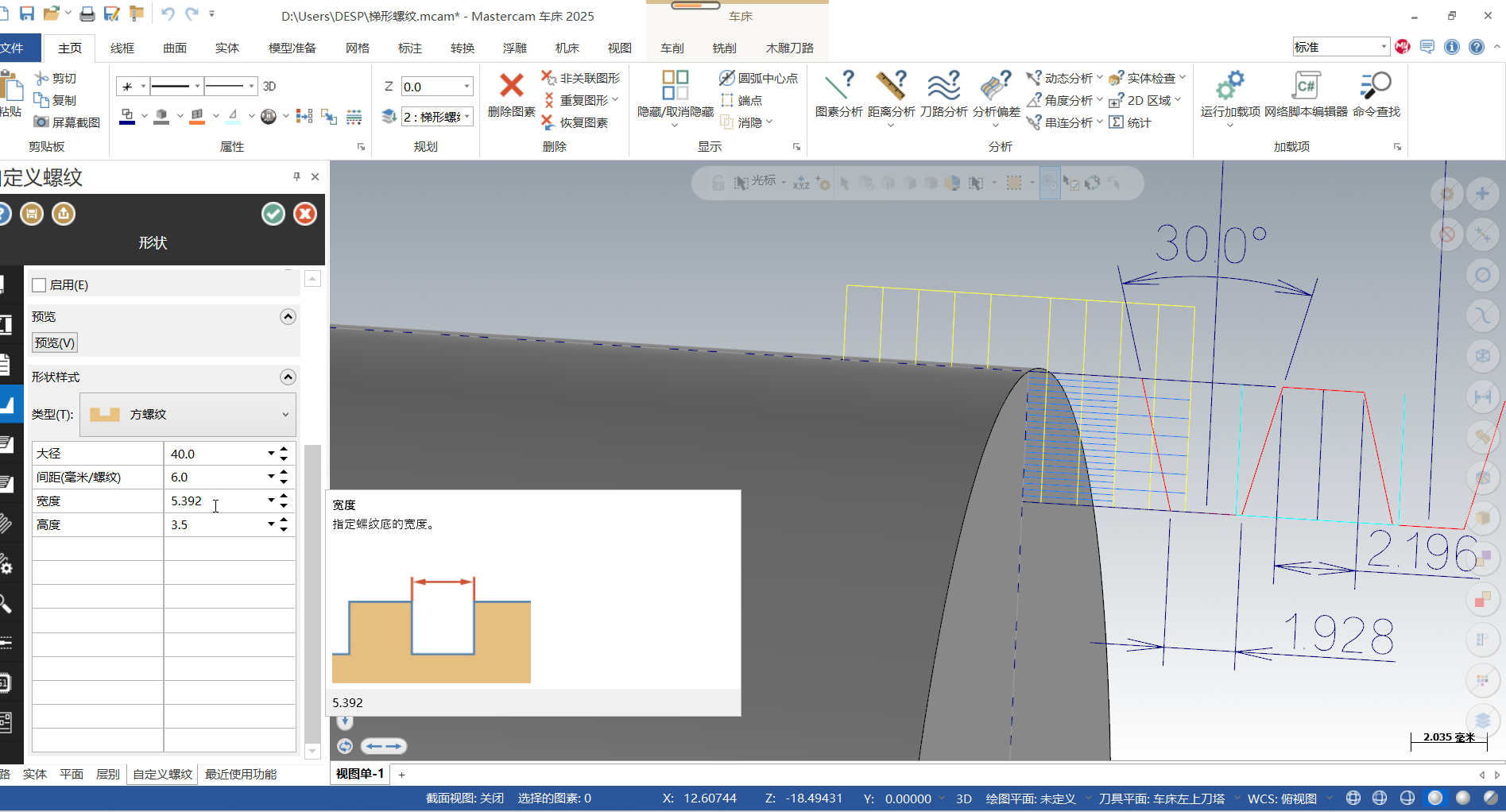
為了方便加工,我們可以將螺紋的形狀設(shè)置為矩形螺紋進(jìn)行去除半扣操作。矩形螺紋的螺距與加工螺紋相同,寬度可以設(shè)置超過兩倍牙頂寬,并加上圓角半徑的數(shù)值。這樣可以確保在去除螺紋首尾半扣的過程中,螺紋的形狀和尺寸都能得到充分的保護(hù),避免因?qū)挾炔蛔愣鴮?dǎo)致的加工問題;
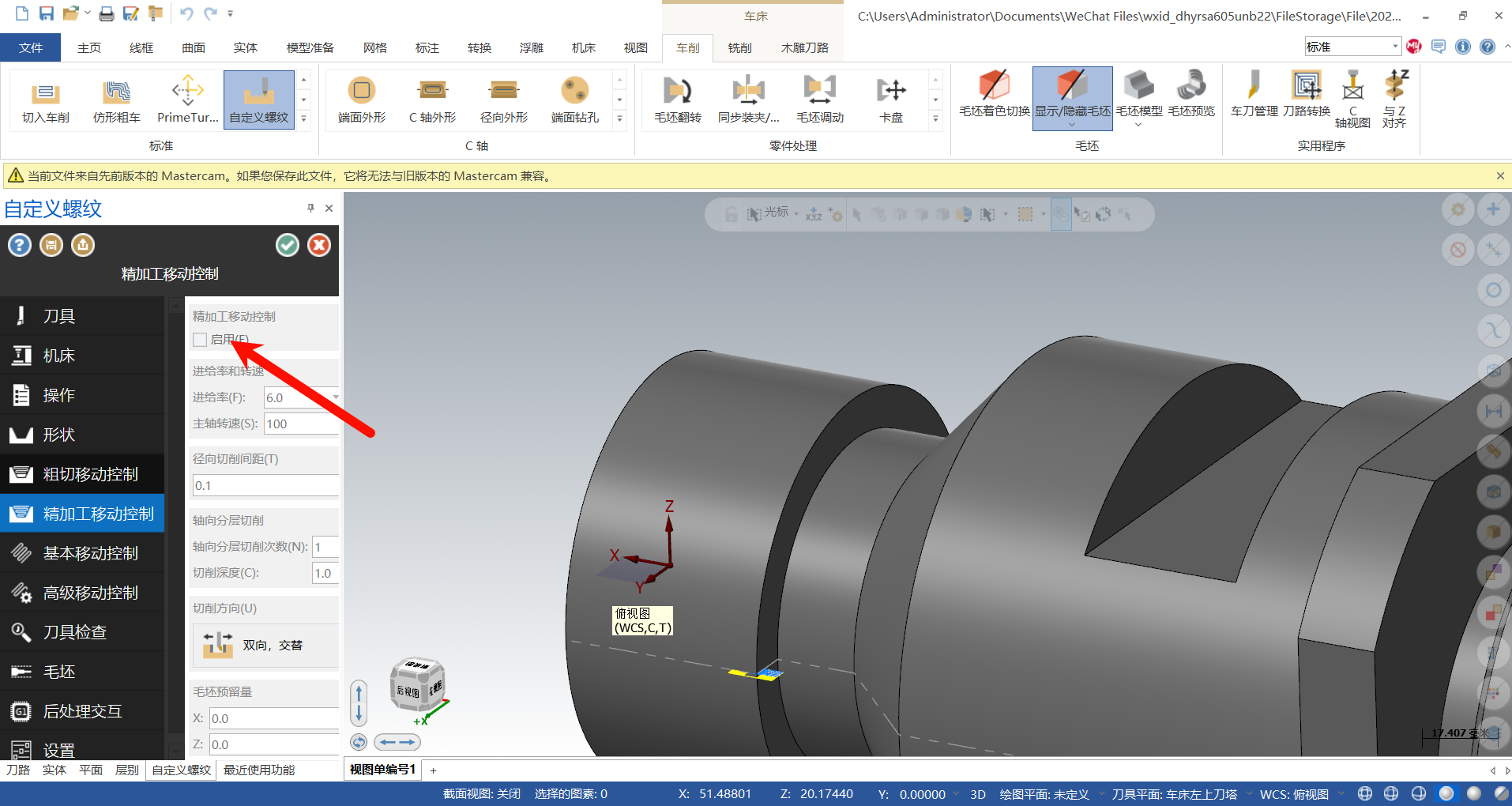
2.在去除螺紋首尾半扣時(shí)可以關(guān)閉精加工選項(xiàng),只啟用粗切選項(xiàng)即可;
3.在進(jìn)行螺紋加工時(shí),特別是在去除螺紋首尾的半扣過程中,正確設(shè)置起始和結(jié)束位置是至關(guān)重要的。這些設(shè)置確保了螺紋的長度和形狀符合設(shè)計(jì)要求,同時(shí)避免在螺紋的開始或結(jié)束處留下不必要的材料或造成螺紋損傷;
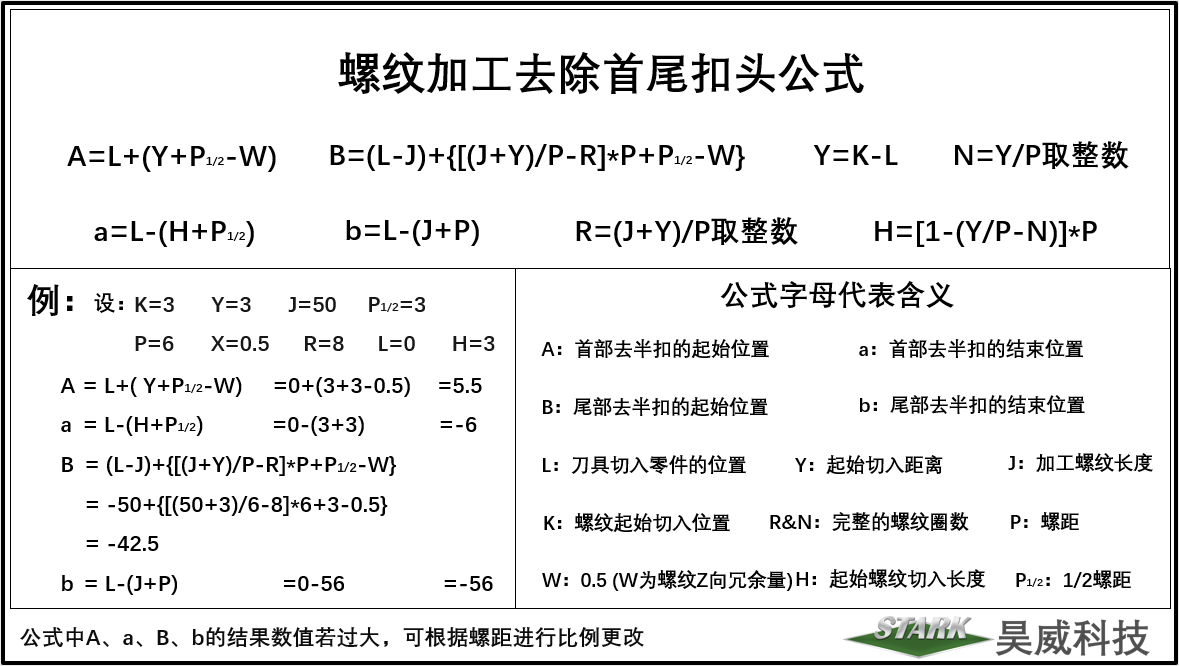
我們根據(jù)Mastercam的自定義螺紋策略編寫了去除首尾扣頭的公式,以便大家更加便捷地去除首尾扣頭。以上文中所演示的自定義梯形螺紋為例,我們將展示螺紋加工去除首尾扣頭公式的實(shí)際應(yīng)用;
螺紋首部去半扣
|
起始切入距離(Y):4mm |
|
|
起始螺紋切入長度(H):2mm |
|
|
刀具切入零件的位置(L):0mm |
|
|
螺距(P):6mm |
|
| 螺紋Z向冗余量(W):0.5mm | |
|
加工螺紋長度(J):50mm |
首部去半扣的起始位置(A)
= L+(Y+P1/2-W)
= 0+(4+3-0.5)
= 6.5
首部去半扣的結(jié)束位置(a)
= L-(H+P1/2)
= 0-(2+3)
= -5
螺紋尾部去半扣
|
起始切入距離(Y):4mm |
|
|
起始螺紋切入長度(H):2mm |
|
|
螺距(P):6mm |
|
|
刀具切入零件的位置(L):0mm |
|
|
加工螺紋長度(J):50mm |
|
| 螺紋Z向冗余量(W):0.5mm | |
|
完整的螺紋圈數(shù)(R):9mm |
尾部去半扣的起始位置(B)
= (L-J)+{[(J+Y)/P-R]*P+P1/2-W}
= -50+{[(50+4)/6-9]*6+3-0.5}
= -50+2.5
= -47.5
尾部去半扣的結(jié)束位置(b)
= L-(J+P)
= 0-56
= -56
以上去半扣的公式均為軟件內(nèi)參數(shù),具體請根據(jù)實(shí)際情況處理。
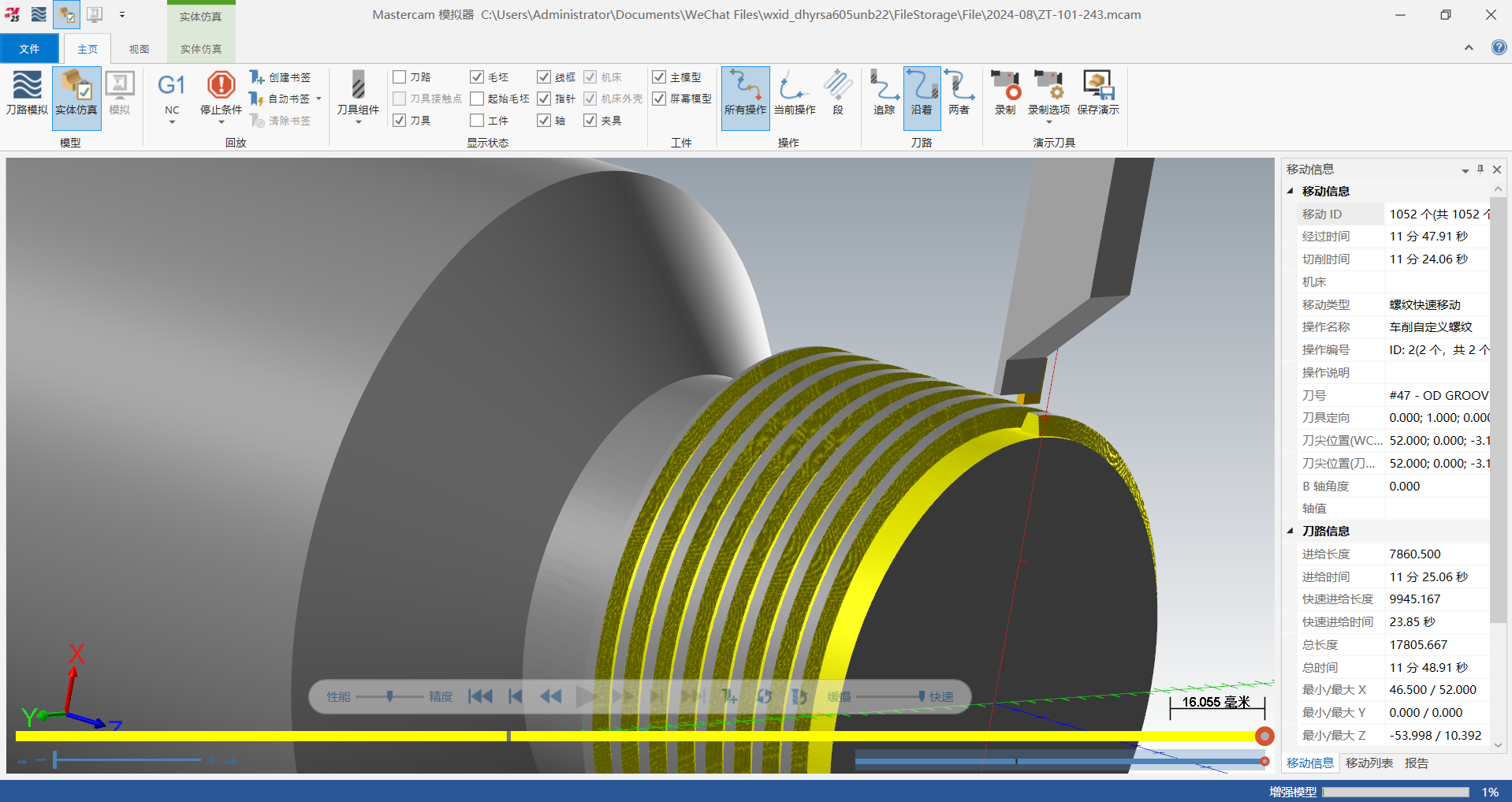
到這里,我們已經(jīng)完整地介紹了自定義螺紋的使用方法,以及如何應(yīng)用自定義螺紋策略來有效地去除螺紋加工中首尾半扣的問題。
并且提供了一些具體的計(jì)算示例和參數(shù)設(shè)置建議,以幫助大家更好地理解和應(yīng)用這些概念。希望這些內(nèi)容能夠幫助大家在實(shí)際操作中更加高效和精確地處理螺紋加工任務(wù),提升產(chǎn)品的質(zhì)量和美觀度。
感謝您閱讀本期技術(shù)文章!如果您有任何疑問或需要進(jìn)一步了解,敬請持續(xù)關(guān)注“Mastercam 昊威科技”公眾號。
昊威科技的服務(wù)與技術(shù)支持,確保您隨時(shí)從CAD/CAM的投資中獲得最大收益,我們?yōu)槟?wù)的每一步,都將提高您的工作效率。

Mastercam 中國大陸
全領(lǐng)域產(chǎn)品銷售及服務(wù)商
 010-84787981
010-84787981 北京市朝陽區(qū)望京園609號樓718號
北京市朝陽區(qū)望京園609號樓718號
北京昊威科技有限公司 版權(quán)所有 CopyRight©2014 All Rights Reserved 京ICP備 19035463號-1